Project Description
Do You Have A Machining Project We Can Help With?
Machining Task
The machining of the valve seat and valve guide is one of the primary cost drivers during the machining of cylinder heads. Exact angles at the sealing chamfers on the valve seat rings and close tolerances on the concentricity between valve seat and valve guide must be met. In addition to the high geometric requirements, the increasing requirements on the high-temperature stability of the valve seat rings mean that in general very hard and difficult to machine sintered materials are used.
Challenge
The tool concept that meets these requirements while reducing costs at the same time must make use of the most suitable cutting material and have corresponding precision. Cutting material and insert geometry are responsible for the tool life and make a significant contribution to the costs per workpiece. However, the overall design of the tool is also important.
Our Solution
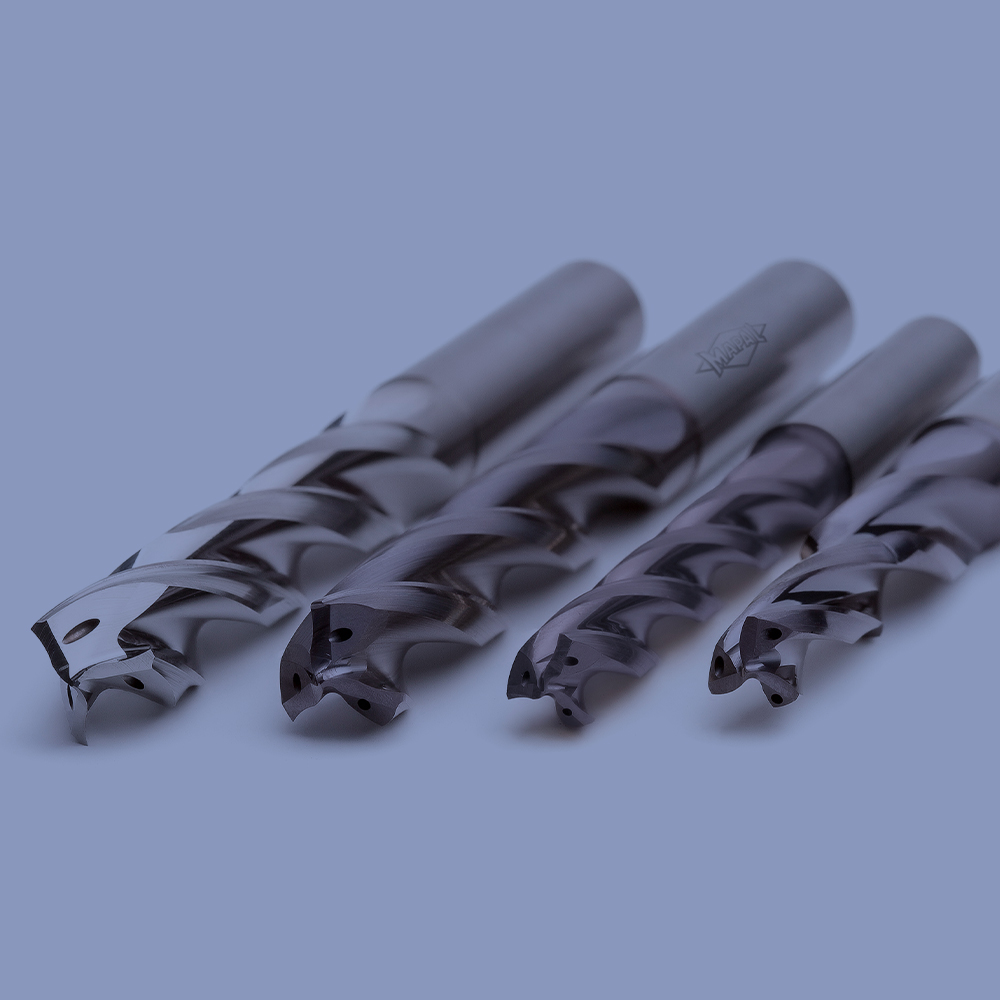
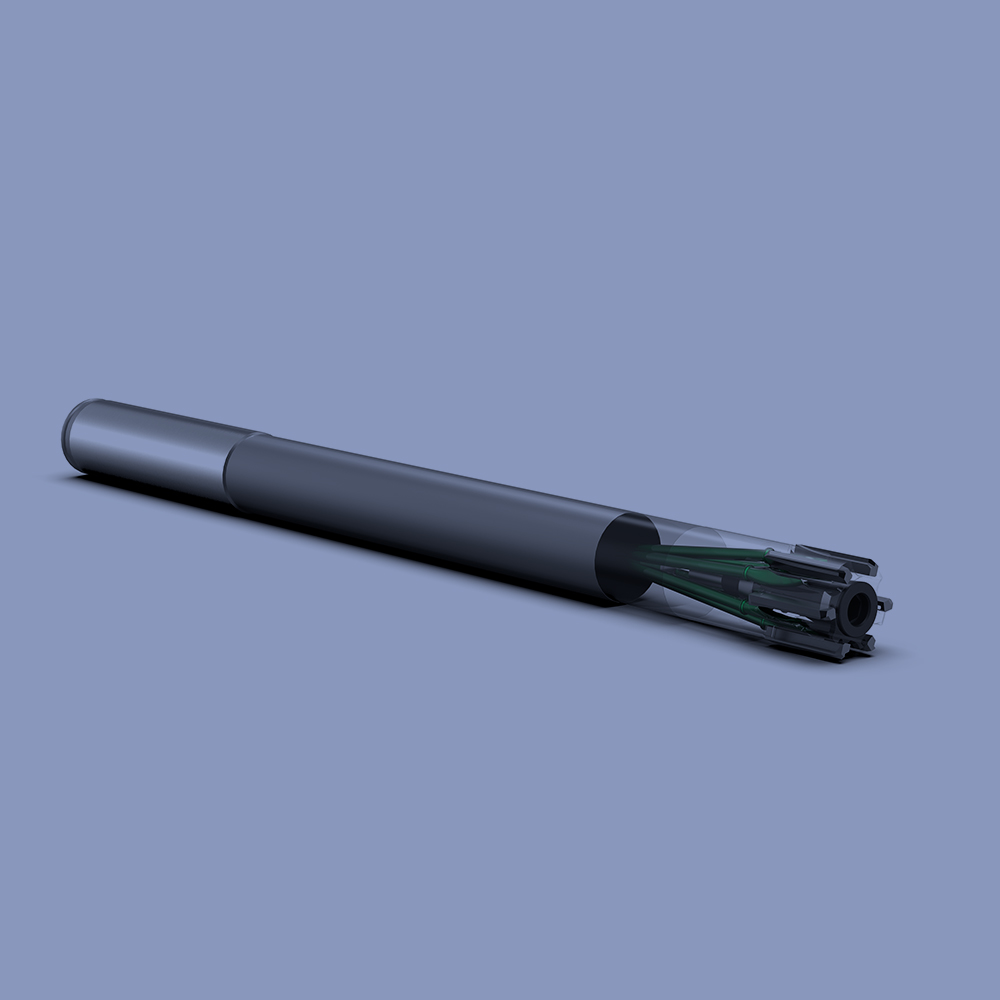
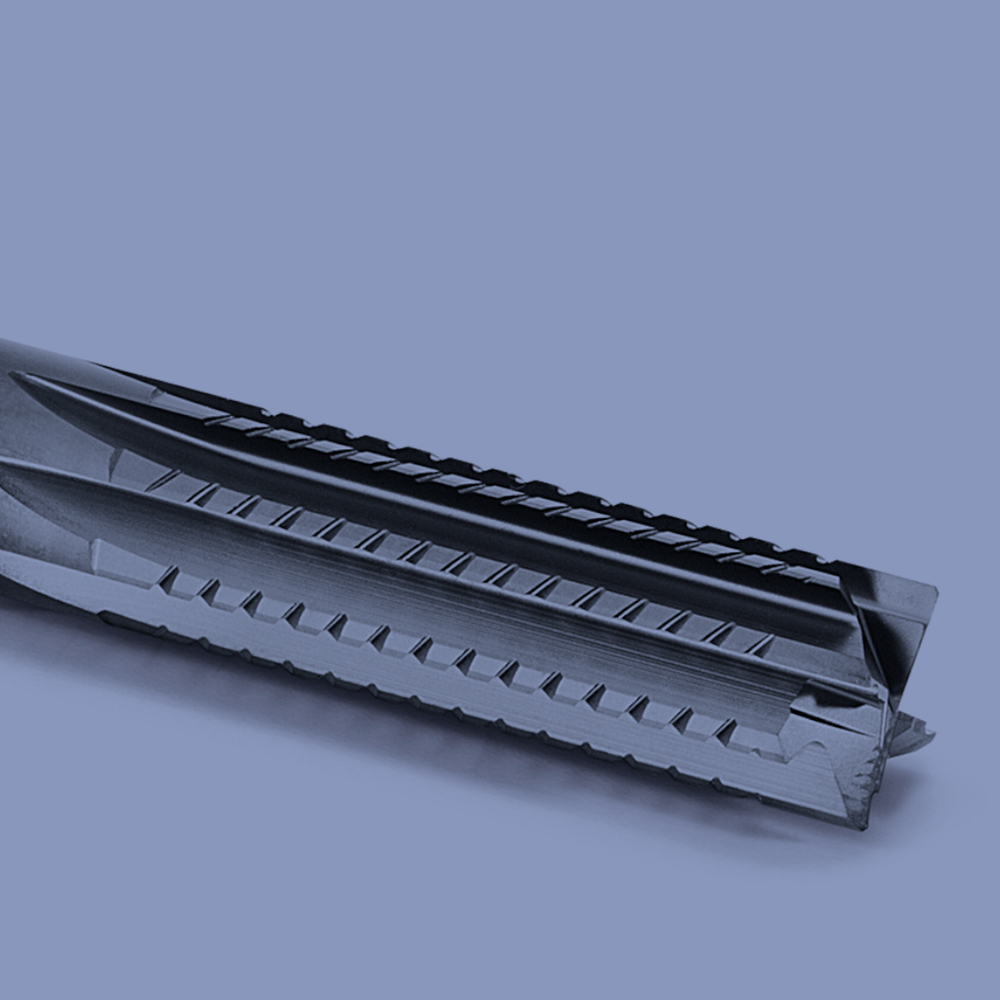
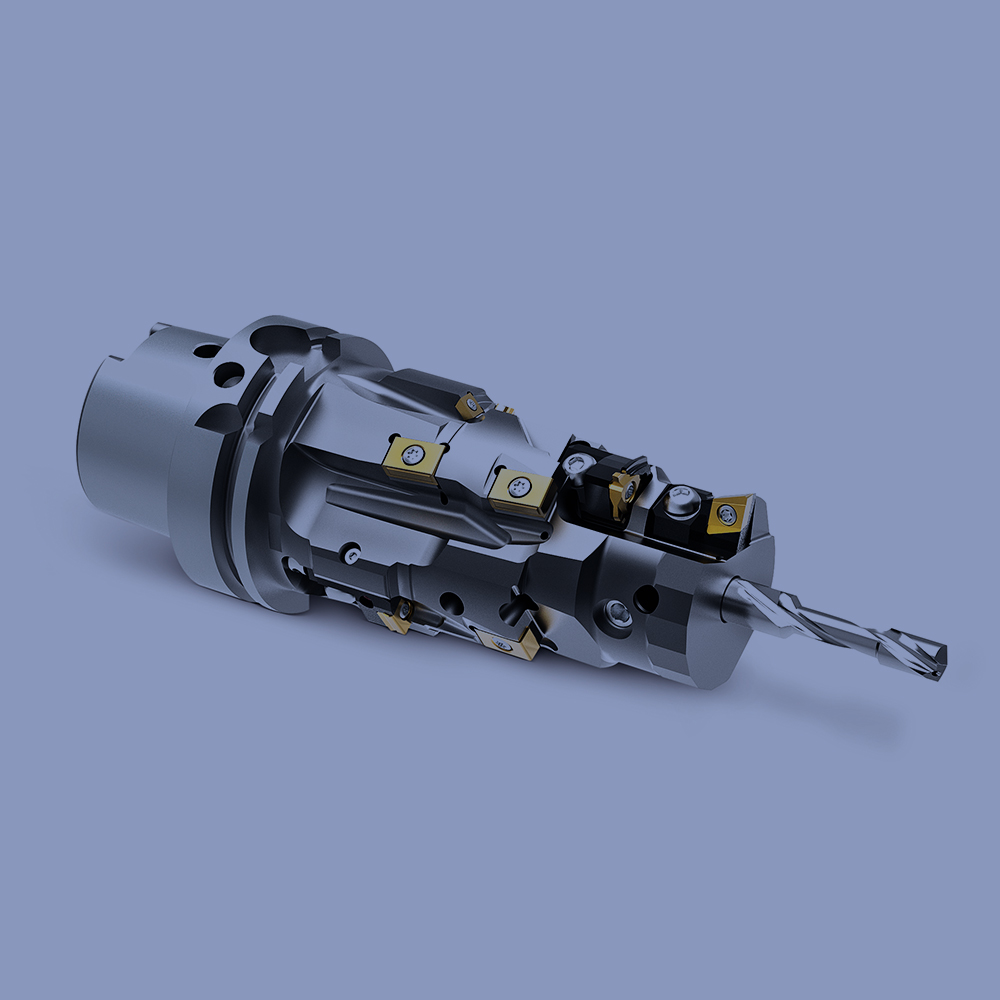
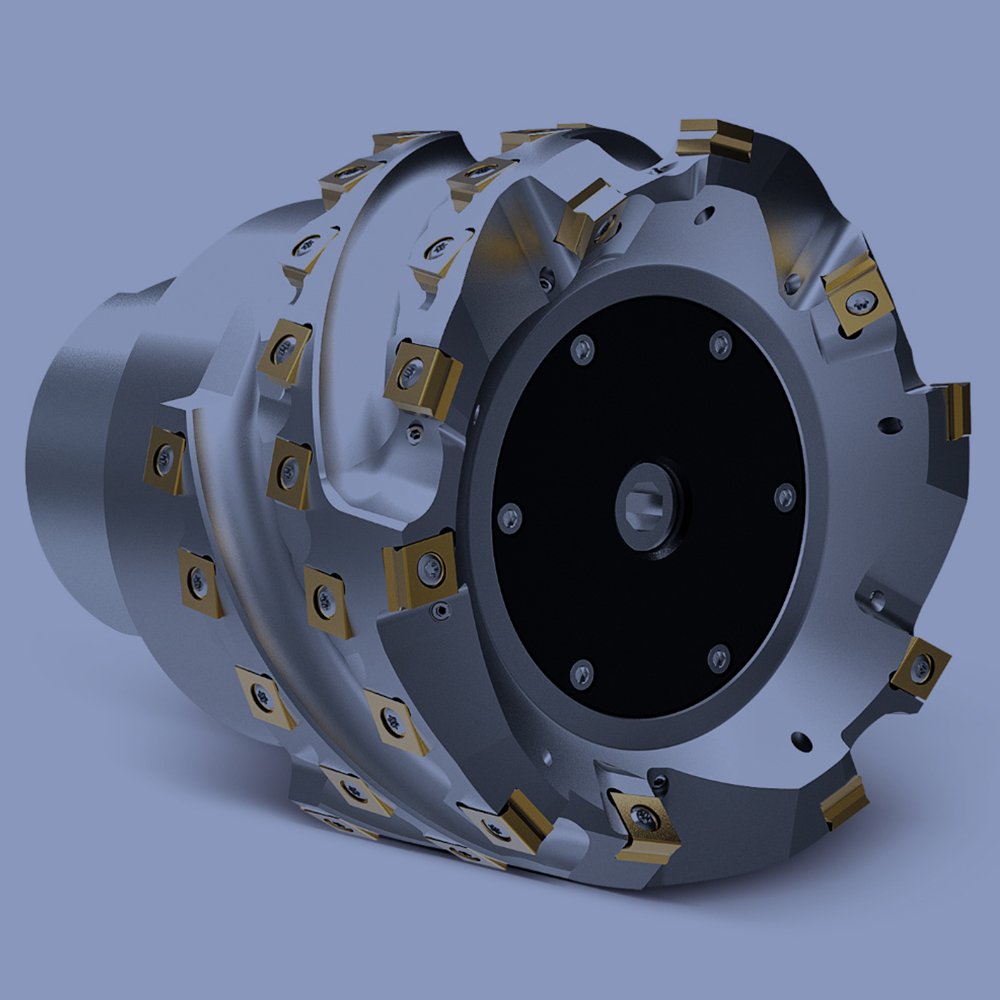
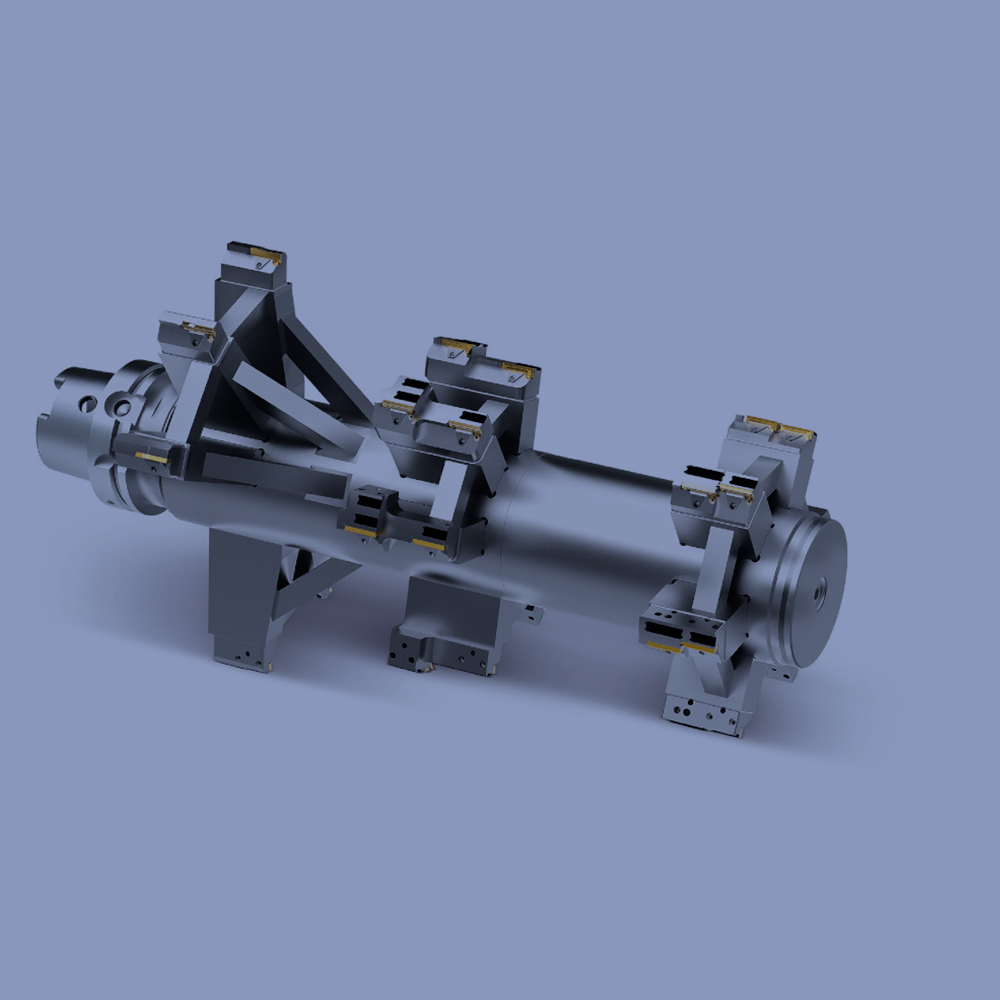
The solution for these tasks is a MAPAL tool with indexable blades and guide pads. It guarantees a qualitatively flawless result due to the high precision of the inserts, the insert seats and the connection in relation to the valve guide. The HX inserts for machining the chamfers on the valve seat ring are of a hexagonal shape and have six cutting edges. Due to a clever arrangement, these inserts can even be used several times for the different chamfers. The precision insert seat in which the HX inserts are mounted makes it possible to change the inserts without any setting process, as all the angles match exactly.
Conversely, all the tools previously used for this machining task require to some extent time-consuming setting work on an insert change. Also it was normally necessary to set the radial run-out on the replacement of the valve guide reamers mounted in the base tool. In the new MAPAL concept the tool for machining the valve guide is now connected using the proven HFS connection. The tool is changed with a radial run-out accuracy of < 5 µm by simply screwing in or unscrewing. This very stable connection also makes it possible to increase the feed rate.
MAPAL Effect
The comparison of the conventional system with the MAPAL solution produces a very clear result. The much higher feed rate and the related cycle time reduction result in a significant improvement in the production capacity, or even in less investment in machinery for new projects. As no setting work is required and it is only necessary to change inserts and tools, there are also significant savings in the area of the non-productive times. However the most important effect on the costs per workpiece is the inserts for machining the valve seat rings. Due to the stable mounting, the right PcBN grade and the ideal cutting edge geometry, the tool lives are increased by five to ten times compared to other systems.
MAPAL Effect
Cycle time reduction due to much higher feed rate
Setting no longer necessary
Five to ten times higher tool lives
The MAPAL Effect
When something exceptional develops between us:
That’s the MAPAL Effect.