Do You Have A Machining Project We Can Help With?
Machining Task
The machining of CFRPs (carbon fibre reinforced plastics) places high requirements on the tools used, their geometries and coatings. Due to the abrasiveness of carbon fibres in relation to the cutting material, standard tools very rapidly become blunt and the end of tool life is reached after only a few parts. To be able to cut carbon fibres that are laid in a matrix form, increased performance at the cutting edge is required. This statement applies above all if the carbon fibre content is more than 60 %. On milling the peripheral contour on a 21 mm thick structural part for a sports car, the customer had a clear requirement to double the tool life from the previous 10 parts to 20.
Challenge
The challenge is to keep the milling tool sharp and therefore to prevent delamination at the part edges produced. In this way expensive, manual re-work is saved. At the same time, the issue is to reduce the machining time and to realise long tool lives.
Our Solution
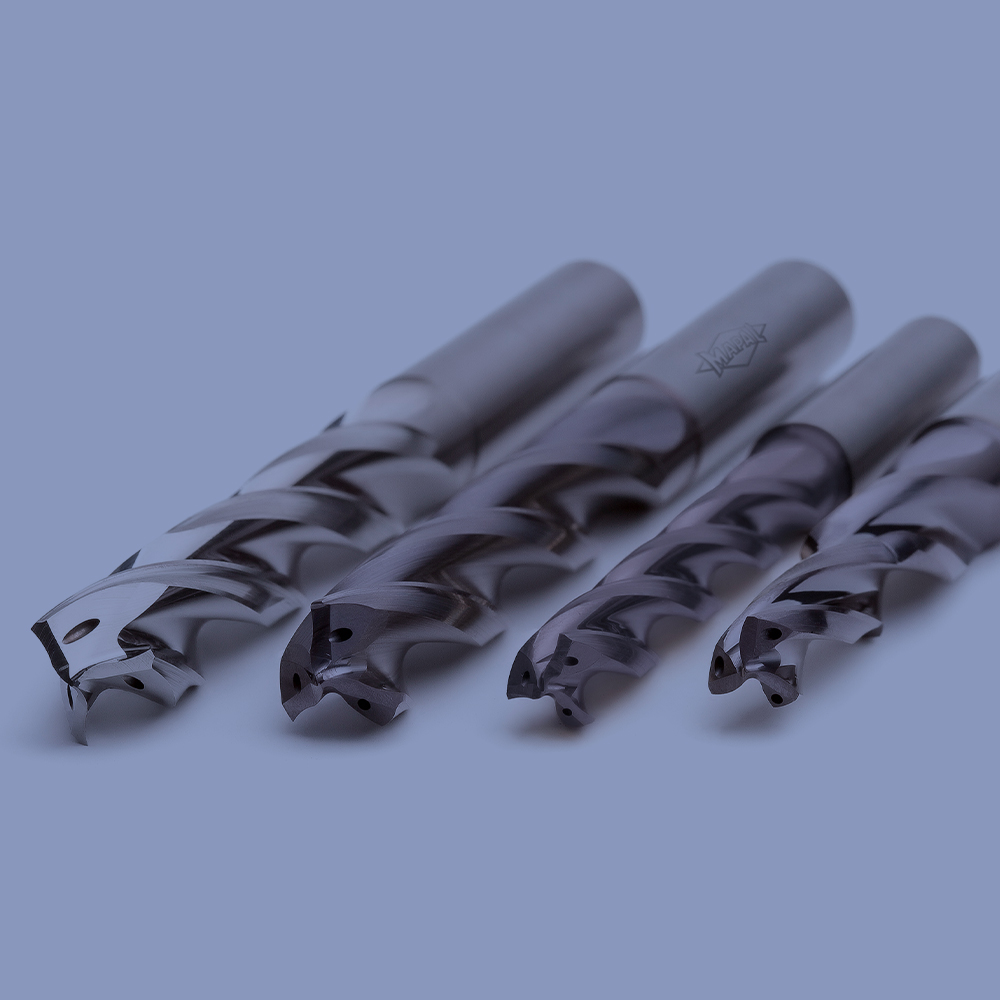
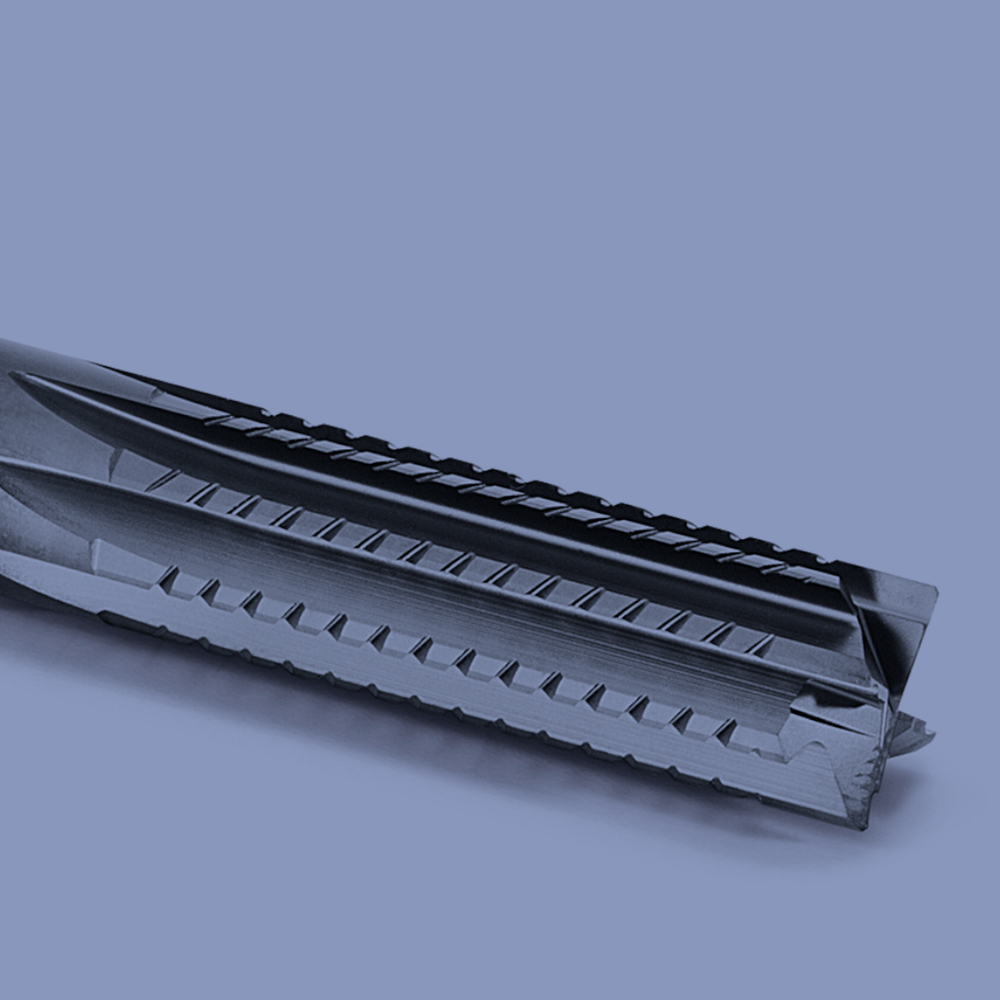
The eight cutting edge, diamond coated solid carbide end milling cutter OptiMill-Composite-Speed has a high performance geometry with a serration. This serration makes possible improved chip removal and therefore an extremely high volume of chips in one machining step. As a result the machining is undertaken using only one tool in one step and the roughing step necessary previously is saved. With twice the feed and three times the material removal rate the tool life is increased fourfold and the quality requirements in relation to surface roughness reliably achieved. As a result the customer’s expectation in relation to tool life were exceeded by a further 20 parts.
MAPAL Effect
This process optimisation using a MAPAL milling tool doubles the feed and so reduces the machining time by 50%. And all that in only one machining step
MAPAL Effect
Four times the tool life reduces the tool costs
Doubled feed halves the machining time
Only 1 machining step
The MAPAL Effect
When something exceptional develops between us:
That’s the MAPAL Effect.