Do You Have A Machining Project We Can Help With?
Machining Task
The customer gave clear specifications for the machining of the GGG50 brake drum with its diameter of 268 mm H7. The process existing to date with a single-bladed spindle tool had to be optimised and shortened. In addition there was the demand for reliable achievement of coaxialities of 0.05 mm and surface tolerances of Rz 6.3 µm during the process.
Challenge
During the machining of large diameters, the achievement of the demanded tolerances by finish-boring is always problematic due to the wear compensation of the blade that is frequently necessary. Furthermore, finish-boring drastically increases the cycle time. The challenge is therefore to develop a tool concept which satisfies both of the customer’s demands – reliable achievement of the required precision during the process and short machining times.
Our Solution
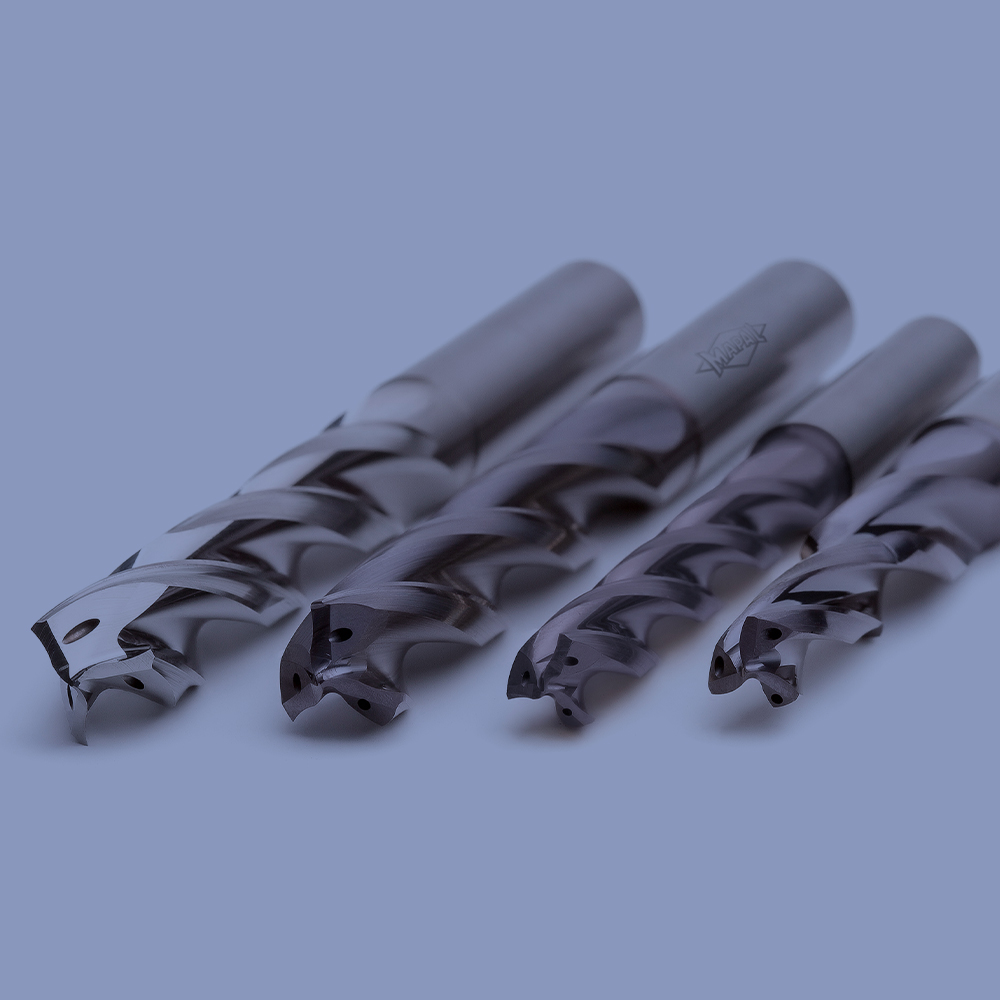
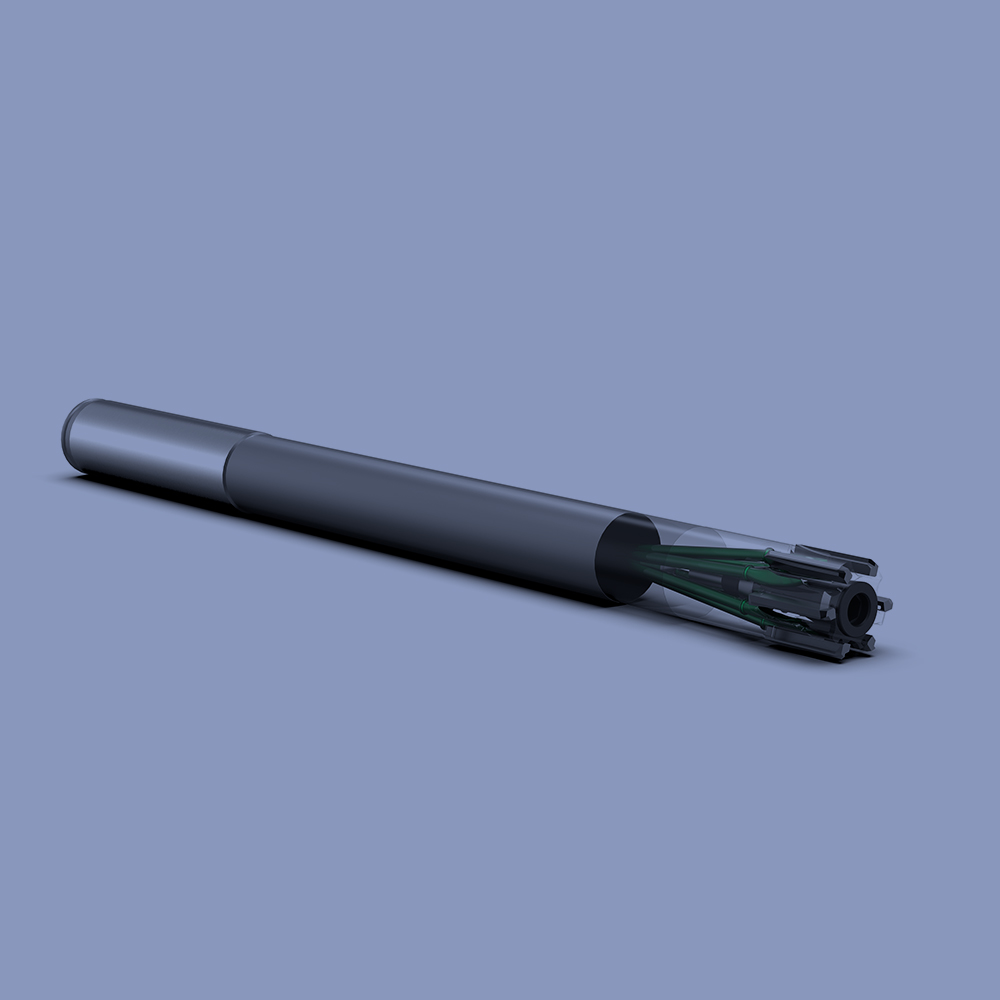
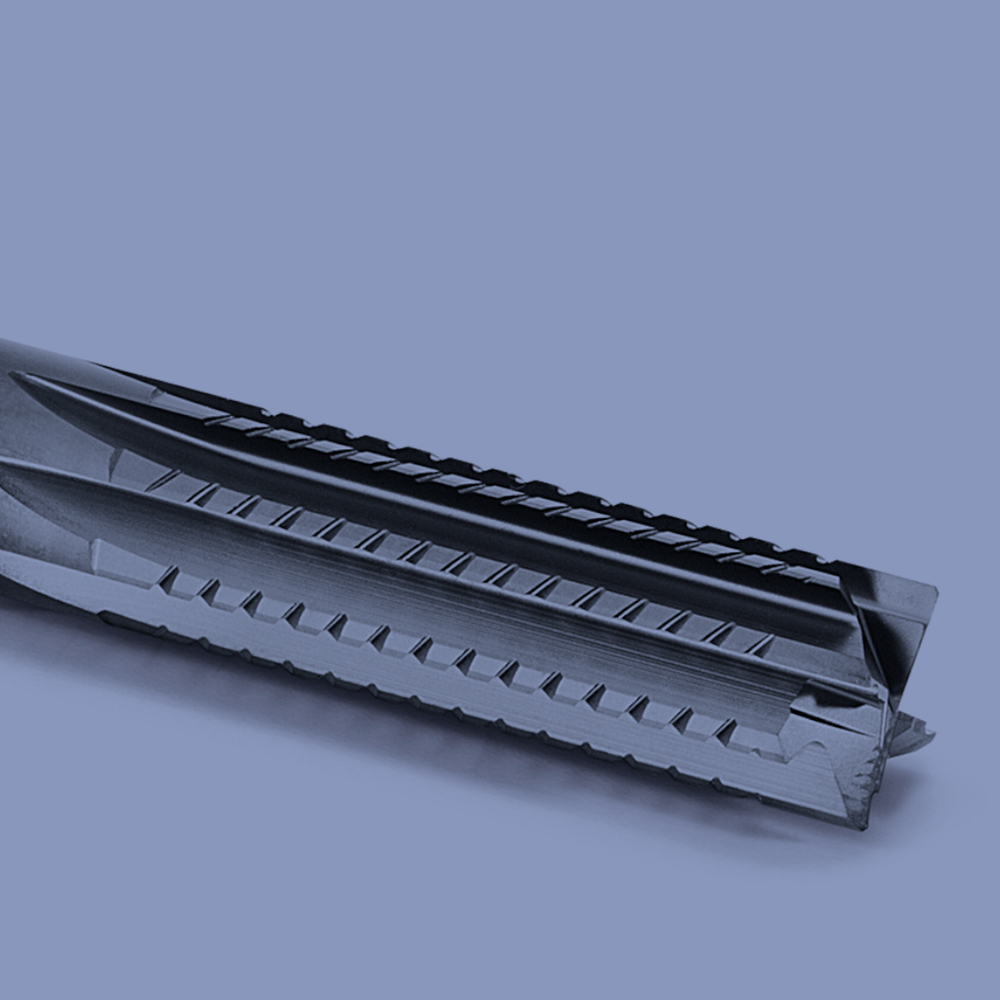
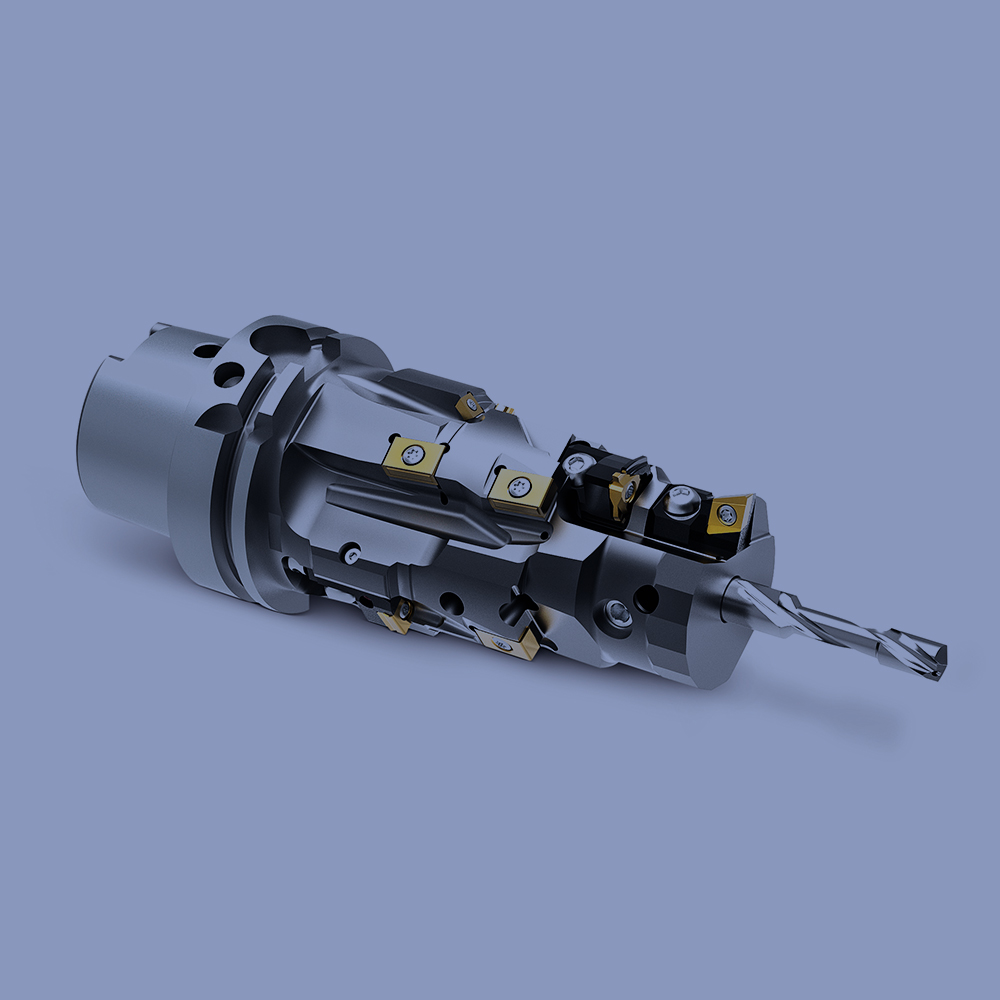
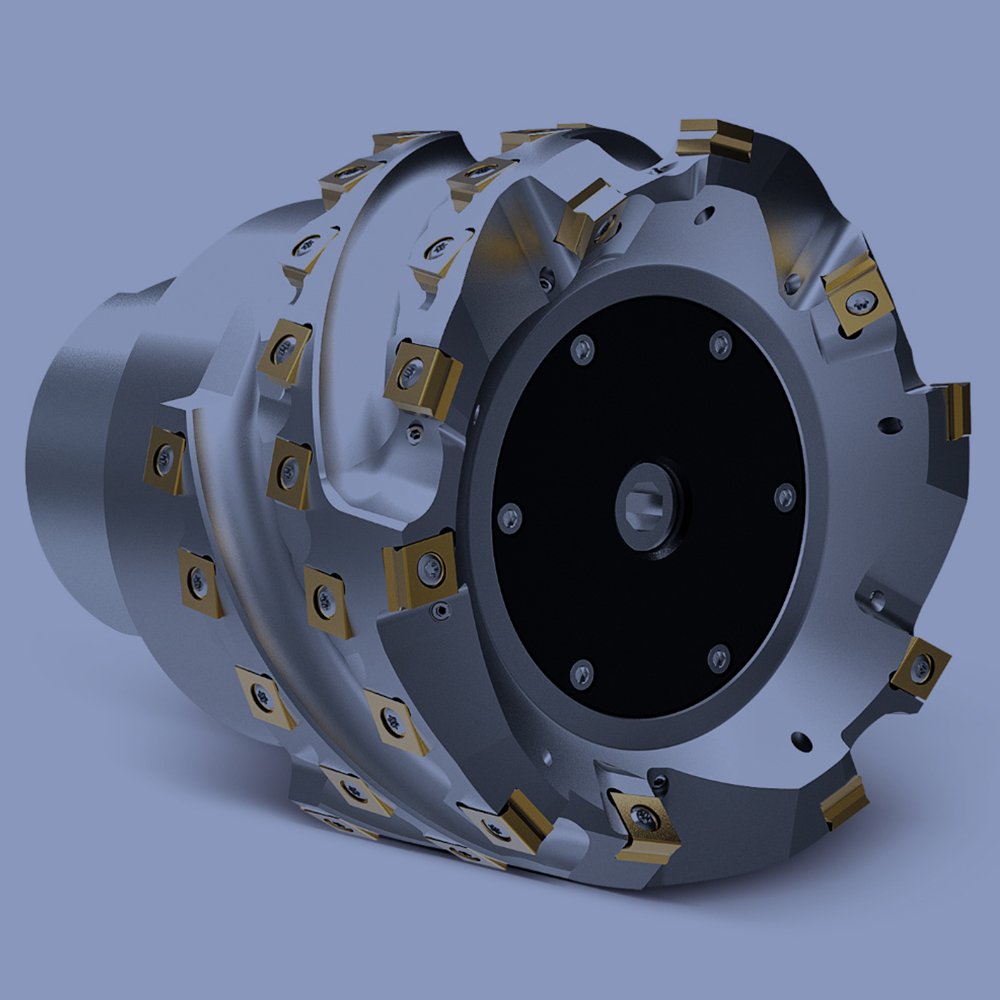
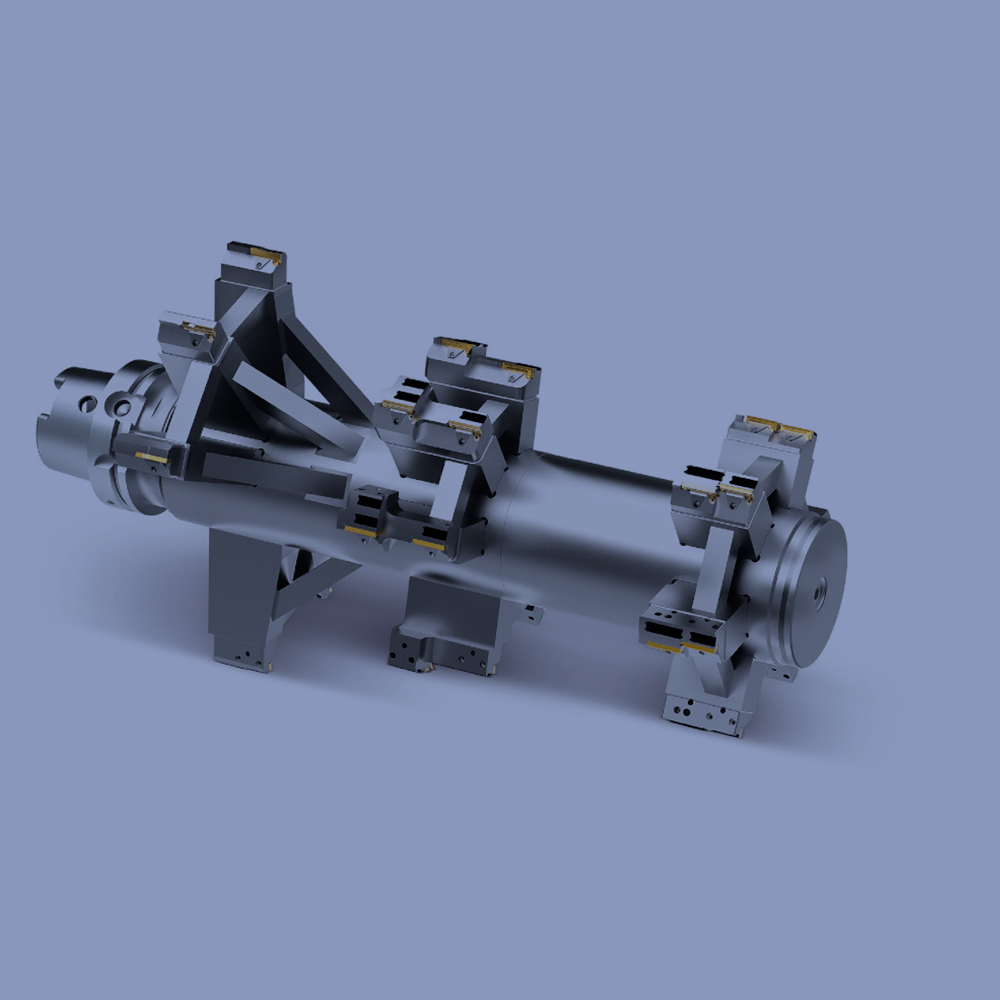
In order to meet the customer’s demands, the MAPAL specialists developed a tool which combines three machining processes.
The use of an HPR 300 tool which combines reaming for the finish-machining with the ISO tangential technology for the premachining allows the demanded quality specifications for the large diameter to be reliably achieved during the process. The multiple blades of these two stages allow higher cutting values to be used and the machining time is significantly reduced. The tool is easy to use, as both the reaming and the tangential blades do not have to be adjusted. The additional integration of an HPR mounting tool for the machining of two further diameters (16 and 32 mm) into this tool also saves tool changes.
MAPAL Effect
This process optimisation using a MAPAL combination tool allowed the machining time to be reduced by 1500 hours/year, the quality demands on the process to be reliably achieved and two tools to be saved.
MAPAL Effect
Reduction of the machining time by 1500 hours/year
Reduction of the machining costs: 2 tools are saved
Reduction of the non-productive times: Saving of 2 tool changes
All the customer’s demands made on the process reliably achieved
The MAPAL Effect
When something exceptional develops between us:
That’s the MAPAL Effect.